W型钢带是煤巷锚杆支护的重要组成部分。它可以连接单个锚杆以形成整体轴承结构,从而显着提高支架的整体效果。钢带通常由薄钢板制成并压成W形。 钢带已打孔,且打孔形状为圆形或长方形。W形钢带是一种连续冷弯的钢产品,并由带钢通过多组辊轧制而成。由于在钢带冷弯时的硬化作用,型钢的强度可以大大提高。冷成型的成品率很高(98%)。 与冲压和热轧钢相比,可节省钢材10%?30%。根据我国煤矿地下管线的具体情况,制定了我国矿用w型钢带标准(MT / T861-2000)。在地下使用时,可以根据巷道的具体情况选择不同参数的W型钢带。为了与坚固的锚杆配合使用,已使用高强度W形钢带,其断裂载荷高达500KN。 同时,刚度也大大提高,组合和手表保护能力也大大提高。
1. W型钢带机主要参数
to适用于原钢带度数:2.0?5.0mm,适用钢带宽度:400mm
⑵机组理论运行速度:11m / mm,物料卷重量:≤4000kg
⑶主电机功率:11kw,液压电机功率:5.5千瓦
适用电源:380v / 50HZ,单元总质量:5800kg
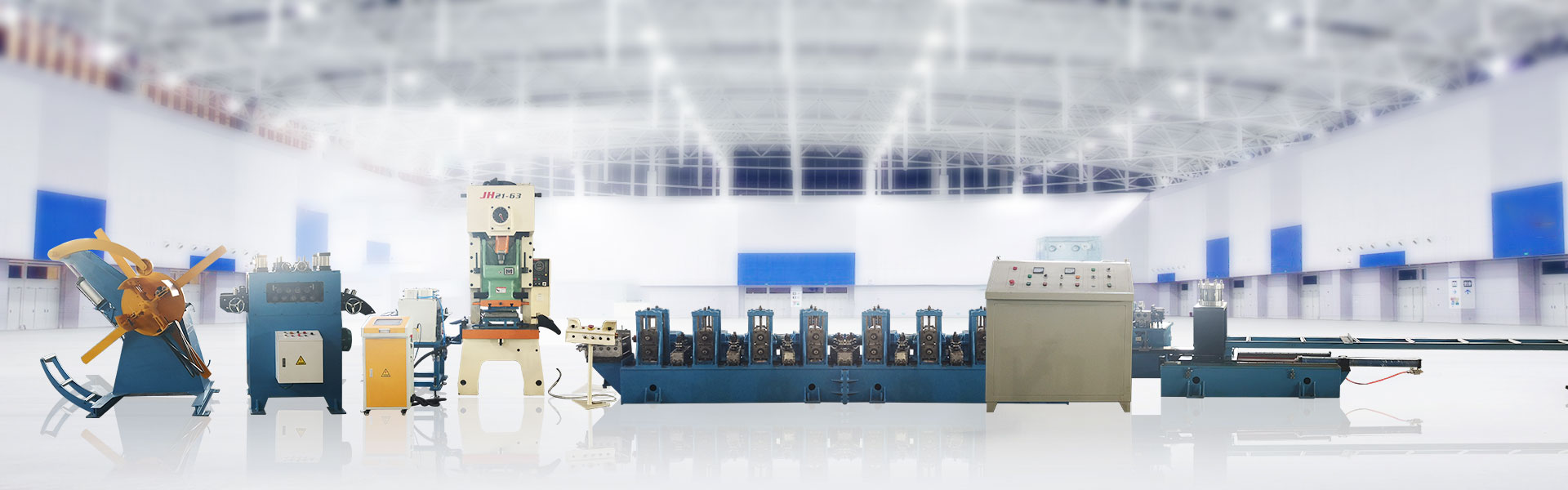
2. 结构介绍
该设备由原料支架,进料平台,钢带压扁机,成型辊主机,柜台,冲床,剪切装置,成品收料架,液压站,计算机控制柜等部分组成。整机由工控机PLC控制。结构图如图1所示。
3. 设计概述
⑴纸卷设计
在冷弯过程中,片材逐渐形成形状。 当物料通过轧机时,它是由旋转的辊子形成的。辊设计的目的是通过成型步骤来成型产品,即在给定公差范围内的通过次数。根据(MT / T861-2000矿用w型钢带)标准的要求,轧辊设计为7道次,一组良好且易于使用的轧辊可遵循以下原则:物料流 以预期的方式顺利进行; 足够的成型次数。辊子可以起到正确的作用,并且必须能够执行以下操作:如果辊子的制造准确,并且轧机的轴没有弯曲或松动,则轴肩的定位是准确的。如果满足上述条件,那么一套好的轧辊将生产成千上万米的高质量产品。
the轧机设计中应考虑的问题:1. 在选择轧机类型时,要考虑轧制板的宽度400mm,板的厚度5mm以及轴的承载能力大,选择轴双头轧制类型。2. 轧机轴直径的选择:根据计算和类推,轴直径设置为80mm。3. 通过间距:通过间距是水平方向上的中央轴距。 成型产品时,通过间距至关重要。 它不能太短或太长。 如果太短,则会产生波动和变形,因此无法安装调节辊。此外,与其他组件(例如计数器)相比,空间太小将使常规检查辊间隙的安装和使用极为困难。因此,本设备的通过距离选择为≤500mm。4. 下轴与轧机工作台表面之间的距离:通常,包括该设备在内的大多数轧机的下轴是固定的,无法调节。5, 下轴驱动器:通常采用冷弯成型行业,通常采用下轴驱动器。由11kw电机通过Pm500减速器,链轮链,链条1驱动。5英寸双排拖动。6. 分离定位套设计:分离定位套可以减少多规格,宽幅卷筒的更换时间。从轴端卸下原始螺母,拉出框架,然后分离定位套筒的换辊操作。 只需松开螺母并向两侧拉动滚筒6?20mm。在新位置。此方法可以将卷筒更换时间减少约70%至80%。例如,使用标准定位套筒时,每遍的更换时间为10?24min,而使用定位分离套筒时,更换时间可减少3?5min。
本设备使用铰链将定位套筒和活动垫圈与挡块相连。 通过铰链连接的定位套筒是使用铰链作为定位方法的定位方法。它可以减少装卸时间,且建筑表面美观实用。定位套是滚子组的一部分,因此长度公差和两端之间的平衡至关重要。定位套筒不需要进行热处理,并且对加工粗糙度没有严格的要求。




